
- Jak gotować cienki metal za pomocą inwertera
- Techniki i metody spawania cienkich blach
- Spawanie galwaniczne
Pomóż w opracowaniu witryny, udostępniając artykuł znajomym!
Spawanie cienkich metali to wyzwanie nawet dla niektórych doświadczonych spawaczy. Początkujący w spawaniu na ogół mają trudności. Zasady, które tutaj działają, wcale nie są takie same, jak przy spawaniu grubych produktów: istnieje wiele cech i trudności, co utrudnia dobór trybów i elektrod. Łatwiej to zrobić za pomocą półautomatów spawalniczych, ale są one dość rzadkie w życiu codziennym, falowniki są znacznie bardziej powszechne. Tutaj porozmawiamy o spawaniu cienkiego metalu za pomocą falownika.
A pierwszą trudnością przy spawaniu cienkiego metalu jest to, że nie można go za bardzo rozgrzać: wypala się, tworzą się dziury.Działają więc na zasadzie „im szybciej tym lepiej” iw ogóle nie mówimy o żadnych trajektoriach ruchu elektrod. Blachę spawa się prowadząc elektrodę w jednym kierunku - wzdłuż szwu bez odchyleń.
Druga trudność polega na tym, że trzeba pracować przy małych prądach, a to prowadzi do tego, że łuk musi być krótki. Przy niewielkiej separacji po prostu gaśnie. Mogą też wystąpić problemy z zajarzeniem łuku, dlatego stosuj urządzenia o dobrej charakterystyce prądowo-napięciowej (napięcie jałowe powyżej 70 V) i płynnej regulacji prądu spawania, który zaczyna się już od 10 A.
Kolejny problem: przy silnym ogrzewaniu zmienia się geometria cienkich blach: uginają się one falująco. Bardzo trudno jest pozbyć się tej wady. Jedyną opcją jest próba nie przegrzania lub usunięcia ciepła (przeczytaj poniżej o metodzie radiatora).
Podczas spawania doczołowego cienkich blach ich krawędzie są starannie obrabiane i czyszczone.Obecność brudu i rdzy sprawi, że spawanie będzie jeszcze bardziej problematyczne. Dlatego ostrożnie wyrównaj i wyczyść wszystko. Arkusze są umieszczone bardzo blisko siebie - bez szczeliny. Detale są mocowane za pomocą zacisków, zacisków i innych urządzeń. Następnie części są sczepiane co 7-10 cm krótkimi szwami - pinezki. Uniemożliwią poruszanie się części i będą mniej podatne na zginanie.

Jak gotować cienki metal za pomocą inwertera
Spawarki DC są dobre, bo możemy spawać z odwrotną polaryzacją. Aby to zrobić, podłącz kabel z uchwytem elektrody do „+”, a „-” do części. Przy takim połączeniu elektroda nagrzewa się bardziej, a metal minimalnie.
Przeczytaj, jak wybrać inwerter spawalniczy do swojego domu lub ogrodu tutaj.
Należy gotować na najcieńszych elektrodach: od 1,5 mm do 2 mm. W takim przypadku musisz wybrać wysoki współczynnik topnienia: wtedy nawet przy niskich prądach szew będzie wysokiej jakości.Prąd jest ustawiony na mały. W przypadku elektrod o wielkości 1,5 mm powinno to wynosić około 30-45 amperów, dla „dwóch” - 40-60 amperów. W rzeczywistości czasem stawiają jeszcze niżej: ważne, że można pracować.
| Grubość metalu, mm | 0.5mm | 1.0mm | 1.5mm | 2.0mm | 2,5 mm |
|---|---|---|---|---|---|
| Średnica elektrody, mm | 1.0mm | 1.6mm - 2mm | 2 mm | 2.0mm - 2.5mm | 3mm |
| Obecny, А | 10-20 amperów | 30-35 amperów | 35-45mm | 50-65mm | 65-100 mm |
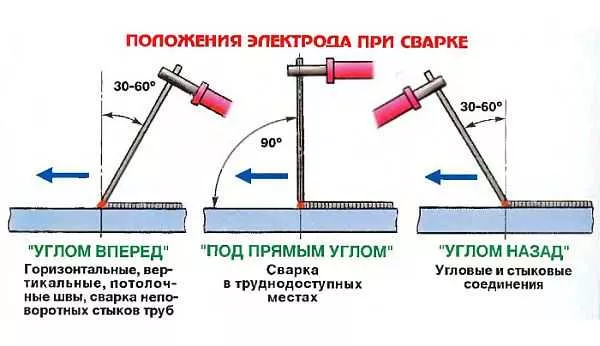
Aby metal mniej się nagrzewał, części układa się pionowo lub przynajmniej pod kątem.Następnie gotują od góry do dołu, przesuwając końcówkę elektrody ściśle w tym kierunku (bez odchylania lub powrotu). Kąt nachylenia to kąt do przodu, a jego wartość to 30-40°. Tak więc nagrzewanie metalu będzie minimalne, a jest to jedno z najważniejszych zadań przy spawaniu cienkich metali.
Ogólne zalecenie dotyczące wyboru elektrod do spawania cienkich metali: do takich prac kupuj wysokiej jakości importowane elektrody. Będzie mniej problemów.
Przeczytaj o wykonaniu stodoły na metalowej ramie tutaj.
Techniki i metody spawania cienkich blach
Czasami cienkie blachy trzeba spawać pod kątem. W takim przypadku wygodniej jest zastosować metodę kołnierzową: krawędzie arkusza są wygięte pod wymaganym kątem, mocowane krótkimi poprzecznymi szwami co 5-10 cm, a następnie są spawane, jak wspomniano powyżej: z ciągłym szyć od góry do dołu.
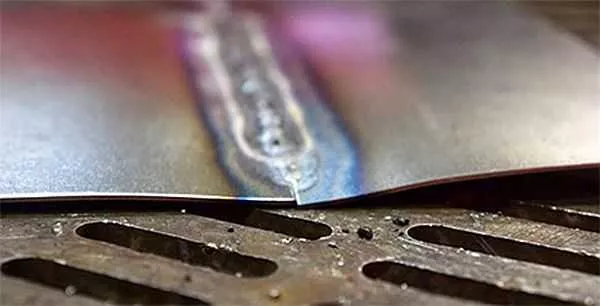
Film pokazuje jak spawać cienką blachę elektrodą za pomocą inwertora spawalniczego. Stosowana jest metoda wywijania: krawędzie części są zaginane, a następnie łączone w kilku miejscach krótkimi szwami. Następnie następuje spawanie cienką elektrodą o grubości 2 mm.
Nie zawsze można uniknąć przepalenia podczas spawania bez separacji. Następnie można spróbować oderwać łuk na kilka chwil, a następnie ponownie opuścić elektrodę w to samo miejsce i przesunąć ją jeszcze o kilka milimetrów. Tak więc odrywanie i zwracanie łuku oraz gotowanie. Dzięki tej metodzie okazuje się, że metal ma czas na ostygnięcie podczas zaniku łuku. Na filmie zobaczysz jak zmienia się kolor miejsca spawania po zdjęciu elektrody. Najważniejsze, aby metal nie ostygł za bardzo.
Spawanie cienkiego metalu z przerwaniem łuku jest pokazane w pierwszej części filmu. Metoda dokowania polega na nakładaniu się (jedna część zachodzi na drugą o 1-3 cm), stosowana jest elektroda z powłoką rutylową (do stali konstrukcyjnych i niskostopowych). Następnie pokazano spawanie stali nierdzewnej za pomocą elektrody ze stali nierdzewnej z główną powłoką, a na końcu złącze z metalu żelaznego jest spawane tą samą elektrodą ze stali nierdzewnej. Nawiasem mówiąc, szew okazał się lepszej jakości niż przy użyciu zalecanych elektrod.
O wyborze elektrod do spawania inwertorem przeczytaj tutaj.
Jeśli podczas spawania cienkiego metalu nie jest wymagana ciągła spoina, stosuje się spoinę punktową. Dzięki tej metodzie spawania małych rozmiarów, pinezki znajdują się w niewielkiej odległości jeden obok drugiego. Ta metoda nazywana jest ściegiem przerywanym.

Ogólnie rzecz biorąc, spawanie doczołowe cienkiego żelaza przez spawanie jest trudne. Nakładanie się jest łatwiejsze: części nie przegrzewają się tak bardzo i jest mniejsza szansa, że wszystko „prowadzi”.
Przeczytaj o rodzajach spoin i połączeń tutaj.
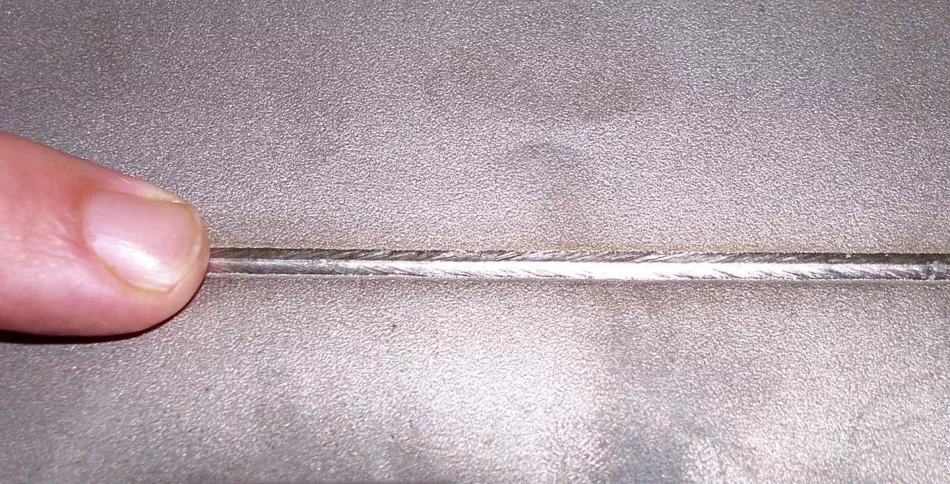
Podczas spawania cienkiego metalu doczołowo można między arkusze ułożyć cienki drut o średnicy 2,5-3,5 mm (można dobić powłokę na uszkodzonych elektrodach i użyć ich). Umieszczony jest tak, że z przodu jest równo z powierzchnią metalu, a po niewłaściwej stronie wystaje prawie na połowę średnicy.Podczas spawania łuk prowadzony jest wzdłuż tego drutu. Przejmuje główne obciążenie termiczne, a spawane blachy są nagrzewane przez prądy obwodowe. Jednocześnie nie przegrzewają się, nie wypaczają, szew jest gładki, bez śladów przegrzania. Po wyjęciu drutu trudno dostrzec ślady jego obecności.
Innym sposobem jest podłożenie miedzianych blaszek pod spoinę. Miedź ma bardzo wysoką przewodność cieplną - 7-8 razy wyższą niż stal. Ułożony pod miejscem spawania, odbiera znaczną część ciepła, zapobiegając przegrzaniu metalu. Ta metoda spawania cienkich metali nazywana jest „z radiatorami”.
Jak spawać metalową altanę, przeczytaj tutaj. Być może zainteresuje Cię czytanie, jak zrobić kocioł z butli gazowej lub metalu? Rzecz jest niezbędna i odpowiednia do opanowania spawania.
Spawanie galwaniczne
Stal ocynkowana - ta sama cienka blacha, tylko pokryta warstwą cynku.Jeśli musisz go spawać, na krawędziach, które mają być spawane, będziesz musiał całkowicie usunąć tę powłokę, aż do gołej stali. Istnieje kilka sposobów. Pierwszym jest usunięcie go mechanicznie: ściernicą na szlifierce lub szlifierce, papierem ściernym i metalową szczotką. Jest inny sposób - wypalić przez spawanie. W takim przypadku elektroda przechodzi dwukrotnie wzdłuż szwu. W tym przypadku cynk odparowuje (odparowuje w temperaturze 900°C), a jego opary są bardzo toksyczne. Tak więc prace te można wykonywać albo na ulicy, albo jeśli w miejscu pracy znajduje się wyciąg. Po każdym podaniu musisz zestrzelić strumień.

Po całkowitym usunięciu cynku rozpoczyna się właściwe spawanie. Podczas spawania rur ocynkowanych potrzebne będą dwa przejścia z różnymi elektrodami, aby uzyskać dobry szew. Pierwszy szew jest spawany elektrodami powlekanymi rutylem, na przykład MP-3, ANO-4, OZS-4. W tym przypadku oscylacje mają bardzo małą amplitudę. Górny szew - okładzina powinna być szersza. Jest to w przybliżeniu równe trzem średnicom elektrod.Ważne jest, aby się nie spieszyć i dobrze gotować. To przejście jest używane z elektrodami otulonymi zasadowymi (np. UONI-13/55, UONI-13/45, DSK-50).
Przeczytaj więcej o wyborze elektrod do spawania inwertorowego tutaj.