
- Jak wybrać elektrody do spawania inwertorowego
- Jak dobrać średnicę elektrody, jak ją podłączyć i jaką siłę prądu ustawić
- Uchwyty elektrod
Pomóż w opracowaniu witryny, udostępniając artykuł znajomym!
Dla początkującego spawacza wybór elektrody może być problemem: istnieje ponad dwieście marek o różnych właściwościach, przeznaczeniu i charakterystyce. Ponadto około 100 marek nadaje się do ręcznego spawania łukowego za pomocą urządzeń inwerterowych. Nie da się opowiedzieć o wszystkich, tak, na początek i nie jest to konieczne. Opiszmy krótko główne typy i które elektrody do spawania inwertorowego są bardziej odpowiednie dla początkujących niż inne. Porozmawiamy również o tym, jaką średnicę przyjąć i jaki prąd ustawić do spawania metalu o różnych grubościach.
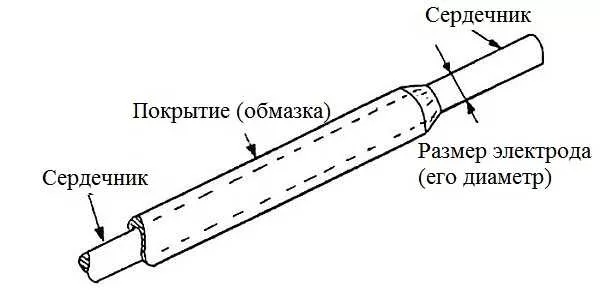
Co to jest elektroda i do czego służy powłokaElektroda to kawałek metalowego drutu ze specjalną powłoką - powłoką. Podczas spawania rdzeń topi się pod wpływem temperatury łuku. W tym samym czasie powłoka pali się i topi, tworząc ochronną chmurę gazu wokół obszaru spawania – jeziorka spawalniczego. Blokuje dostęp tlenu zawartego w powietrzu. Podczas spalania powłoki jej część przechodzi w stan ciekły i pokrywa ciekły metal cienką warstwą, chroniąc go również przed oddziaływaniem tlenu. Dzięki temu powłoka zapewnia dobrą jakość szwu.
Każda elektroda jest sprawdzana przed spawaniem: powłoka nie powinna być odpryskiwana. W przeciwnym razie nie uzyskasz równomiernego ogrzewania i wysokiej jakości szwu. Zwróć również uwagę na końcówkę elektrody: grubość powłoki powinna być taka sama ze wszystkich stron. Następnie łuk wyjdzie na środku. W przeciwnym razie zostanie przeniesiony. Dla doświadczonych spawaczy nie jest to przerażające, ale dla początkujących może powodować namacalne problemy.
Konieczne jest monitorowanie wilgotności powłoki. Niektóre z nich zapalają się bardzo słabo przy wysokiej wilgotności (na przykład SSSI). W związku z taką „kapryśnością” powłoki należy je przechowywać w suchym miejscu, zapewniając w miarę możliwości hermetyczne opakowanie. Możesz włożyć pudełko do torby, a także włożyć tam kilka worków soli, które są w pudełkach po butach.
Nie należy kupować mokrych elektrod: można je oczywiście wysuszyć, ale ich wydajność spadnie. Jeśli jednak zdarzyło się, że elektrody zamokły, można je suszyć w konwencjonalnym domowym piekarniku w niskich temperaturach (zwykle jest to wskazane na opakowaniu). Drugim sposobem jest umieszczenie go w suchym, dobrze wentylowanym miejscu na dłuższy czas.

Rodzaje powłok i ich charakterystyka
Są tylko cztery rodzaje powłok:
- Główny.
- Rutyl.
- Kwaśny.
- Miazga.
Powłoki podstawowe (SSSI) i celulozowe nadają się tylko do spawania prądem stałym. Mogą być stosowane na krytycznych szwach: tworzą mocny, elastyczny szew odporny na obciążenia udarowe.

Pozostałe dwa (rutylowy i kwasowy) mogą pracować zarówno przy spawaniu AC, jak i DC. Ale powłoka kwasowa jest bardzo toksyczna: możesz pracować w pomieszczeniach tylko wtedy, gdy miejsce pracy jest wyposażone w wymuszony wyciąg.
Powłoka rutylowa ma zielonkawy lub niebieski odcień, elektrody łatwo się zapalają. Zapalają się dobrze, nawet jeśli falownik ma niskie napięcie obwodu otwartego (do niezawodnego zapłonu powłoki głównej wymagana jest dobra charakterystyka woltoamperowa, jak wybrać spawarkę inwerterową, przeczytaj tutaj.). Podczas spawania elektrodami rutylowymi (MP-3) metal prawie nie rozpryskuje się, ale jest dużo żużla i nie schodzi on łatwo: trzeba pracować młotkiem.
Może zainteresuje Cię jak spawać altanę z metalowej rury lub jak zrobić stodołę na ramie z rury.
Jak wybrać elektrody do spawania inwertorowego
Przede wszystkim wybiera się skład rdzenia: musi być zbliżony do rodzaju spawanego metalu. Stale konstrukcyjne są najczęściej stosowane w gospodarstwie domowym. Elektrody powinny być z tego samego drutu. Czasami nadal musisz gotować stal nierdzewną. Wtedy rdzeń również musi być wykonany ze stali nierdzewnej, a dla wysokostopowych i żaroodpornych z metalu o tych samych właściwościach.
Możesz wykonać wszystkie prace w domu lub na budowie, używając zaledwie kilku marek elektrod:
- MP-3
- SSSI 13/55
- ANO 21
- OK 63.34
Uznawane są przez wielu za najlepsze elektrody dla początkujących, którzy pracują ze spawarkami inwerterowymi: są łatwiejsze w obsłudze, a jednocześnie pozwalają na spawanie dobrej jakości spoin nawet bez dużego doświadczenia.Poniżej przedstawiono charakterystykę i ogólne zastosowanie tych materiałów eksploatacyjnych, które wielu ekspertów uważa za dobre elektrody do falownika. W każdym razie są często polecane początkującym spawaczom w celu zdobycia doświadczenia.
Elektrody z powłoką rutylową MP 3

Najczęściej początkującym zaleca się rozpoczęcie nauki spawania elektrodami MP-3. Łatwo się zapalają, nawet przy niezbyt dobrej charakterystyce prądowo-napięciowej spawarki, zapewniają dobrą ochronę jeziorka spawalniczego i pozwalają dość łatwo kontrolować jego położenie. Jeśli elektroda się nie zapala, piecz ją w temperaturze 150-180° przez 40 minut.
Stosowane są w urządzeniach zasilanych prądem przemiennym (transformatory spawalnicze) oraz stałym (prostowniki i falowniki spawalnicze). Inwertery są zwykle podłączane z odwrotną polaryzacją (+ na elektrodzie). Nadaje się do każdego rodzaju szwu, z wyjątkiem szwów pionowych góra-dół.
Przeczytaj o rodzajach spawarek tutaj.
Elektrody MP 3 nie są kapryśne dla jakości spawanych powierzchni. Można ich używać nawet na niedokończonych, zardzewiałych i mokrych częściach. Spawanie odbywa się łukiem średnim (2-3 mm) lub krótkim.
Cecha MP 3 jest bardzo ważna dla początkujących spawaczy: dobrze „trzymają” łuk, łatwo się nimi pracuje. W tym celu nie wszyscy profesjonaliści kochają tę markę: nazywają je brylantami. Gotują zbyt miękko: powolne ruchy są niezbędne do dobrego rozgrzania. Czego nie lubią profesjonaliści, początkujący - czego potrzebują. Spróbuj rozpocząć szkolenie spawalnicze z MP3. Powinieneś odnieść sukces.
| Średnica elektrody LEZ MR-3, mm | Długość, mm | Zalecany prąd spawania, А | Waga paczki, kg | Cena, RUB |
|---|---|---|---|---|
| 2.0 | 250 | 40-60 A | 1.0 | 146 |
| 2.5 | 300 | 60-100 A | 1.0 | 120 |
| 3 | 350 | 70-100 A | 1.0 | 95 |
| 4 | 450 | 80-170 A | 1.0 | 91 |
| 5 | 450 | 130-210 A | 1.0 | 91 |
UONI 13/55 z powłoką bazową

Są to prawdopodobnie najczęściej stosowane i popularne elektrody zasadowe. Polecane są do spawania stali węglowych i niskostopowych. Nadaje się do połączeń konstrukcji krytycznych. Szwy są odporne na obciążenia udarowe i plastyczne, dobrze znoszą działanie niskich temperatur.
Wadą tych elektrod jest to, że są one dobrze zapalane tylko przy odpowiednio wysokiej wartości jałowej falownika (powyżej 70 V). Druga istotna wada: wysokie wymagania dotyczące czyszczenia i obróbki spawanych metali. Jeśli rdza, kurz, olej lub inne zanieczyszczenia pozostaną na krawędzi, szew będzie porowaty.
Z UONI 13/55 można pracować tylko na spawarkach prądu stałego, w tym inwerterowych, z odwrotną polaryzacją (do elektrody przyłożony jest +) oraz łukiem zwarciowym (końcówka elektrody powinna znajdować się bliżej powierzchni) do spawania). Minimalne napięcie obwodu otwartego 65 V.
| Średnica elektrody UONI 13/55 (producent Mezhgosmetiz) | Długość elektrody, mm | Zalecany prąd spawania, А | Cena detaliczna opakowania, RUB |
|---|---|---|---|
| 2.0 | 250 | 30-60 A | |
| 2.5 | 300 | 40-70 A | 127 RUB |
| 3 | 350 | 80-100 A | 116 RUB |
| 4 | 450 | 130-160 A | 111 RUB |
| 5 | 450 | 180-210 A | 110 RUB |
ANO 21
Ten typ rutylowej elektrody otulonej przeznaczony jest do pracy z cienkimi stalami węglowymi. (Przeczytaj o spawaniu cienkich metali tutaj.) Podczas ich używania łuk łatwo się zapala (również przy ponownym zapalaniu), szew okazuje się drobno łuszczący (z małych fal), a żużel łatwo się oddziela. Elektrody ANO 21 mogą być stosowane do spawania rur wodnych lub gazowych.

Praca zarówno z prądem przemiennym, jak i stałym o dowolnej polaryzacji. Przed spawaniem konieczna jest obróbka cieplna: kalcynuje się je w temperaturze 120°C przez 40 minut.
| Średnica, mm | Dolna pozycja elektrody | Pionowe położenie elektrody | Pozycja elektrody sufitowej |
|---|---|---|---|
| 2 | prąd 50-90 A | prąd 50-70A | prąd 70-90A |
| 2.5 | prąd 60-110 A | prąd 60-90A | prąd 80100 A |
| 3 | prąd 90-140A | prąd 80-100 A | prąd 100-130A |
Elektrody do stali nierdzewnej OK 63.34
Jeśli chcesz spawać stal nierdzewną, wypróbuj OK 63.34. Mogą również spawać stale konstrukcyjne. Daje to szew z delikatną falą z płynnym przejściem do głównej powierzchni metalu. Ilość żużla jest niewielka, łatwo go usunąć.
Dobrze jest spawać tą elektrodą pionowe szwy na metalu 6-8 mm przechodząc od góry do dołu. Nadaje się do wielościegowego spawania połączeń doczołowych i zakładkowych. Działa z prądem stałym i przemiennym o dowolnej polaryzacji, minimalne napięcie obwodu otwartego wynosi 60 V.

Do spawania nadal będziesz potrzebować maski. Aby ułatwić pracę, weź maskę spawalniczą kameleon.
Jak dobrać średnicę elektrody, jak ją podłączyć i jaką siłę prądu ustawić
Wybór marki elektrod do falownika to nie wszystko. Nawet jeśli podjąłeś decyzję, pozostają co najmniej trzy pytania:
- jakiej średnicy elektrody użyć podczas spawania;
- jaki prąd ustawić;
- do którego wyjścia "+" lub "-" podłączyć elektrodę.
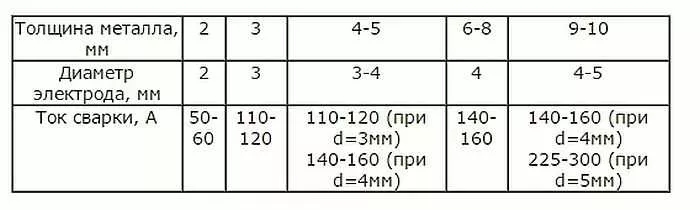
Po pierwsze. Zacznijmy od tego, jaka średnica elektrody jest potrzebna do spawania. Ogólnie zaleca się, aby przejść od grubości spawanych metali: w przypadku małych grubości elektroda jest pobierana o średnicy tego samego rozmiaru co metal. Jeśli spawasz metal o grubości 3 mm, weź elektrody tego samego rozmiaru. Jeśli gotujesz coś grubszego, weź odpowiednio 4 mm. Ale początkującym trudno będzie pracować z dużymi elektrodami. Rozpocznij opanowywanie spawania przy grubości metalu 3-4 mm. Aby to zrobić, użyj elektrod 3 mm lub, jak mówią, „trojka”.
Do którego wyjścia podłączyć elektrody. Specyfikacje techniczne na opakowaniu najprawdopodobniej wskazują, dla jakiej biegunowości przeznaczona jest elektroda.Po podłączeniu z powrotem elektroda jest podłączona do wyjścia dodatniego, a zacisk jest podłączony do wyjścia ujemnego, które jest przymocowane do części. Przy bezpośredniej polaryzacji plus jest umieszczany na części, minus jest nakładany na elektrodę. Jak to wygląda na falowniku spawalniczym pokazano na zdjęciu.

Jaka jest różnica między tymi dwoma typami połączeń? Przepływ elektronów ma inny kierunek. Jak wiecie, elektrony przemieszczają się od „minus” do „plus”. Dlatego podczas spawania okazuje się, że element podłączony do „+” nagrzewa się bardziej. Zmieniając tryby połączenia, możesz kontrolować intensywność nagrzewania metalu.
Rozważmy kilka sytuacji. Na przykład masz elektrodę 3 mm, metal 2 mm. Jeśli zastosujesz „+” do części, może dojść do wypalenia. Dlatego w tym przypadku lepiej jest zastosować odwrotną polaryzację, przy której elektroda będzie się bardziej nagrzewać. Jeśli chcesz spawać metal o grubości 6 mm tą samą trójką, lepiej zrobić to na bezpośredniej polaryzacji: w ten sposób nagrzanie metalu będzie głębsze, a szew będzie trwalszy.
Jak wybrać inwerter spawalniczy przeczytaj tutaj. Być może zainteresuje Cię budowa ogrodzenia z tektury falistej.
Prąd spawania
Generalnie podczas instalacji elektrody prąd spawania dla inwertera ustawia się w zależności od średnicy użytej elektrody. Ogólnie rzecz biorąc, na każdym opakowaniu znajdują się zalecenia, ale można się bez nich obejść: 20-30 amperów prądu pobiera się na każdy milimetr średnicy. Okazuje się, że jest to dość szeroki zakres, ale wtedy musisz również zastanowić się, jak ułożysz szew: z przerwą lub bez. Do spawania bez separacji ustawia się niższe prądy, z separacją wyższe prądy.
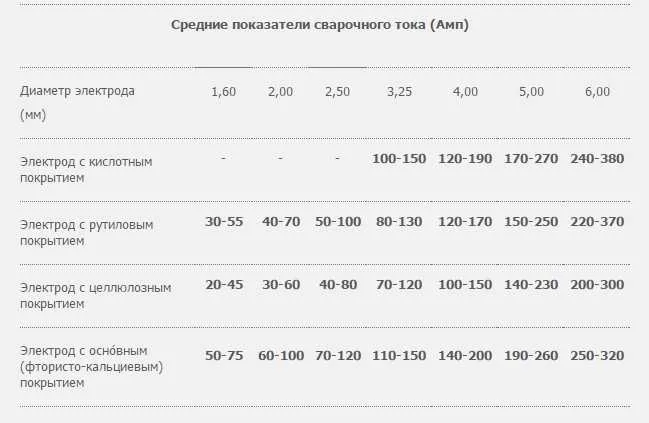
Na przykład dla elektrody o średnicy 3 mm obliczony prąd uzyskuje się od 60 A do 90 A. Naprawdę działa w zakresie od 30 Amperów do 140 Amperów. Podczas spawania bez przerwy ustawia się prąd rzędu 70-90 A, z separacją - 90-120 A. Parametry te mogą „chodzić” w obu kierunkach: zależy to również od prędkości końcówki elektrody, od marka i „płynność” spawanej stali, położenie szwu (dla szwu pionowego i poziomego kładą trochę mniej, dla sufitu - jeszcze mniej).
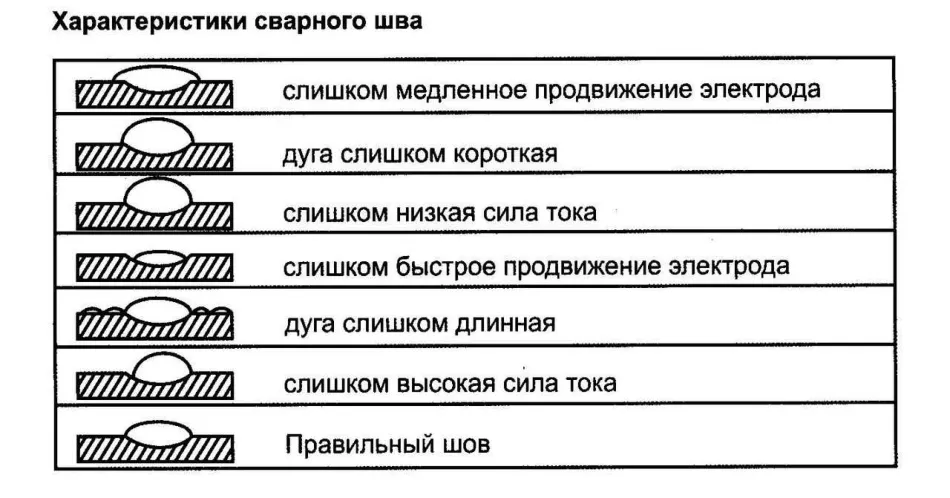
Generalnie nawet prądy zalecane przez producenta nie są wymogiem. Zacznij od nich, a następnie wybierz tak, aby było ci wygodnie pracować, a szew był dobry. Powinieneś uzyskać połączenie wysokiej jakości, a stosunek siły prądu i prędkości ruchu dobierzesz eksperymentalnie. W takim przypadku należy kierować się stanem jeziorka spawalniczego. Ona jest twoim głównym wskaźnikiem jakości.
Przeczytaj tutaj, jak gotować ze spawaniem inwerterowym.
Teraz już wiesz nie tylko jak dobrać elektrody do spawania inwertorowego, ale także jak je podłączyć, jakiej średnicy potrzebujesz do tego zadania oraz jak dobrać prąd dla każdego rodzaju elektrody i spoiny. Porozmawiajmy teraz trochę o uchwytach elektrod.
Uchwyty elektrod
Jeden z przewodów spawalniczych posiada uchwyt (uchwyt), w który wkładana jest elektroda spawalnicza. Są dwojakiego rodzaju:
- z klawiszem wyzwalającym, elektroda zaciska się w nich automatycznie po zwolnieniu klawisza sprężynowego, zwalnia po naciśnięciu;
- gwintowany - rękojeść obraca się i odwija uwalniając lub zaciskając wprowadzony rdzeń elektrody.
Który jest lepszy? To zależy od Ciebie, ale przez przypadkowe naciśnięcie klawisza możesz upuścić elektrodę podczas spawania. Nic strasznego się z tym nie dzieje, ale jest nieprzyjemnie
Przy wyborze uchwytu elektrody należy przede wszystkim zwrócić uwagę na natężenie prądu, dla którego jest przeznaczony. Wybierz według maksymalnego parametru dostępnego dla Twojej spawarki.
Jak podłączyć przewód do uchwytu elektrody spawalniczej za pomocą gwintowanego zacisku pokazano na filmie.
Wadą spinacza do bielizny jest to, że z czasem sprężyna dociskająca rdzeń elektrody słabnie, styk się pogarsza. Musisz założyć nowy. Jak to zrobić na spinaczu do bielizny, zobacz film.
Podłączenie uchwytu elektrody do spawania jest łatwe. Jest tylko jedno zastrzeżenie: przy częstej pracy kabel spawalniczy jest postrzępiony na krawędzi. Można oczywiście skrócić kabel i ponownie go uszczelnić, ale nie zawsze chce się odciąć nawet 10-20 cm.Aby temu zapobiec, znajdź wąż, którego średnica wewnętrzna jest taka sama lub nieco mniejsza niż średnica zewnętrzna średnica spawanego kabla. Odetnij mały kawałek - 15 centymetrów - i przetnij wzdłuż. Teraz możesz położyć go na kablu, pociągnąć do góry i tam zamocować.