
Pomóż w opracowaniu witryny, udostępniając artykuł znajomym!
W prywatnym domu i na wsi zawsze trzeba coś ugotować. Aby nie zwracać się do profesjonalistów w sprawie drobiazgów (i nie płacić im), możesz kupić niedrogą spawarkę i nauczyć się jej samodzielnie. Aby zdobyć te umiejętności, zaleca się zakup spawarek prądu stałego, aw szczególności inwerterów spawalniczych. Są małe, ważą niewiele, a za ich pomocą można uzyskać wysokiej jakości szew nawet bez dużego doświadczenia. Nie mniej ważne, w tej kategorii są dobre urządzenia w niskiej cenie (5-10 tysięcy rubli). Dlatego spawanie falownikiem dla początkujących to najlepsze, co może dziś zaoferować rynek.
Co to jest inwerter spawalniczy i jak działaTo urządzenie zostało nazwane falownikiem, ponieważ przetwarza prąd przemienny z sieci 220 V o częstotliwości 50 Hz, na oscylacje o wysokiej częstotliwości, a następnie na prąd stały. Jednocześnie urządzenie ma wysoką wydajność: około 85-90%, a nawet przy dość dużych obciążeniach licznik trochę „wiatruje”. W każdym razie nie będziesz musiał płacić szalonych rachunków. Zużycie będzie nieco wyższe niż bez spawania, ale niewiele.

Większość spawarek inwertorowych działa z domowej sieci 220V (są też maszyny z 380V). I to jest jedna z ich zalet. Co więcej, praktycznie nie wpływają na to w żaden sposób; nie „usiądź” napięcia. Jeśli chodzi o sąsiadów, bądź spokojny: nie będą wiedzieć, że spawasz. Drugim ważnym plusem jest to, że mogą pracować mniej więcej normalnie nawet przy niskim napięciu. Oczywiście trzeba spojrzeć na charakterystykę, ale przy 170 V większość z nich nadal pozwala na pracę z elektrodą 3 mm.Jest to bardzo ważne zwłaszcza na terenach wiejskich, gdzie niskie napięcie jest raczej normą niż wyjątkiem.
Co jeszcze jest dobre dla początkujących - że łuk przy spawaniu inwertorowym jest łatwiejszy do zdobycia i utrzymania. I ogólnie, według wielu, gotuje z „bardziej miękkiego”, a jego łuk jest „lżejszy”. Więc jeśli chcesz nauczyć się gotować, spróbuj najpierw spawać inwerterem.
O wyborze falowników spawalniczych do domu i ogrodu przeczytaj tutaj.
Podstawy spawania inwertorowego
Najpierw przyjrzyjmy się konstrukcji inwertera spawalniczego. Nie będziemy rozważać „wypychania”, sprawdzimy, co jest na wierzchu, a co będziemy musieli wykorzystać.

To urządzenie to małe metalowe pudełko, które w zależności od mocy waży od 3 kg do 6-7 kg. Obudowa jest zwykle metalowa, niektórzy producenci wykonują w niej otwory wentylacyjne - dla lepszego chłodzenia "wypełnienia" (głównie transformatora).Jest pasek do noszenia, czasami jest też rączka: pasek zakłada się na ramię, jeśli praca wymaga ruchu.
Jeden z paneli posiada przycisk lub wyłącznik zasilania. W przedniej części umieszczono wskaźniki zasilania i przegrzania. Dostępne są również pokrętła do ustawiania napięcia i prądu spawania. Również na płycie czołowej znajdują się dwa wyjścia – „+” i „-”, do których podłączone są przewody robocze. Jeden kabel zakończony jest klipsem, który jest mocowany do części, drugi - uchwytem elektrody. Złącze do podłączenia kabla zasilającego znajduje się zwykle z tyłu. To wszystko.
Kupując inwerter zwróć uwagę, aby kable były odpowiednio długie i elastyczne: wygodniej się pracuje. To właśnie na niewystarczająco długie i sztywne przewody robocze użytkownicy popularnej marki spawarek inwertorowych Resanta mają najwięcej skarg.
Ogólne zasady pracy ze spawarką inwerterową są opisane w tym filmie.
Spawanie inwertorowe dla początkujących
Podobnie jak w przypadku każdego spawania elektrycznego, topienie metalu następuje pod wpływem ciepła łuku elektrycznego. Występuje między elektrodą spawalniczą a spawanym metalem. Aby utworzyć łuk, łączy się je z przeciwległymi biegunami: na jednym podaje się „+”, na drugim „-”.
W przypadku podłączenia elektrody do „minusa” i detali do „plusa” połączenie nazywamy „bezpośrednim”. Jeśli do elektrody zostanie przyłożony „plus”, połączenie zostanie odwrócone. Obie opcje są używane do spawania, ale tylko do metali o różnych grubościach: odwrotna - do spawania cienkich metali; prosty - do spawania grubych metali (o grubości powyżej 3 mm). Ale to nie jest niezmienna zasada, czasami robią coś przeciwnego.

Co w praktyce powoduje taki podział? Fizyka procesu. Kiedy pojawia się łuk, elektrody przesuwają się od minusa do plusa. Jednocześnie przekazują również swoją energię dodatnio naładowanej powierzchni, podnosząc jej temperaturę.Dlatego element, który jest podłączony do wyjścia dodatniego, nagrzewa się bardziej. Podczas spawania metali o wystarczającej grubości należy je dobrze ogrzać, aby stopiły się, a szew był wysokiej jakości. Dlatego dostają "+" . Przeciwnie, cienki metal może wypalić się z powodu przegrzania i dołączony jest do niego „minus”, silniej ogrzewając elektrodę, z której do szwu dostaje się więcej stopionego metalu.
Prawidłowe spawanie metalu inwerterem jest możliwe tylko wtedy, gdy elektroda jest dobrze kontrolowana przez Ciebie. Aby to zrobić, musisz prawidłowo uchwycić uchwyt. Jak to zrobić, zobacz wideo.
Jak powstaje szew podczas spawania
Aby wyjaśnić podstawy spawania inwertorowego, rozważmy, co się dzieje, gdy tworzy się szew. Na początek wyjaśnijmy, że elektroda spawalnicza do spawania metali składa się z metalowego rdzenia i powłoki - specjalnej powłoki, która zamyka obszar spawania przed kontaktem z tlenem zawartym w powietrzu.Przeczytaj więcej o elektrodach do falowników tutaj.
Teraz o samym procesie spawania. Łuk elektryczny powstaje, gdy rdzeń elektrody i metal stykają się (przeczytaj poniżej, jak zapalić łuk). W tym samym czasie powłoka zaczyna się palić. Częściowo topi się, przechodząc w stan ciekły, częściowo zamienia się w gazy. Gazy te otaczają strefę spawania - jeziorko spawalnicze. Nie pozwalają, aby tlen z powietrza „przebił się” do stopionego metalu. Ta część powłoki, która przeszła w stan ciekły, pokrywa stopiony metal, tworząc drugą warstwę ochronną. Po schłodzeniu zamienia się w żużel, który pokrywa szew skorupą. I na tym etapie żużel chroni jeszcze gorący metal przed dostępem tlenu.
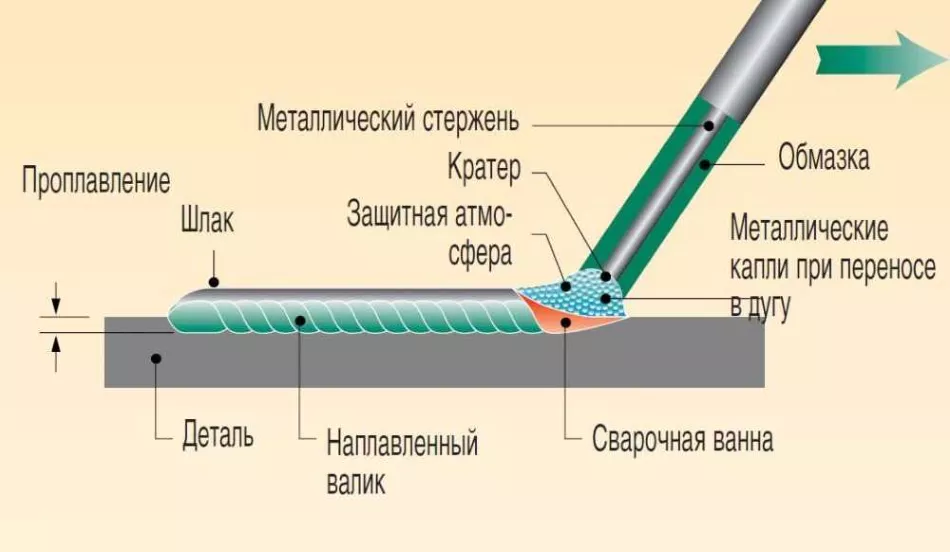
Ale żużel i ochrona to nie jedyny proces, który ma miejsce i trzeba go kontrolować. Podczas spawania należy upewnić się, że połączenie dwóch kawałków metalu jest równomiernie i wystarczająco nagrzane.Obie części powinny stopić się w tej samej odległości od krawędzi. Aby nagrzewanie było równomierne, należy zachować taką samą odległość od końcówki elektrody do części. Nie jest to łatwe: elektroda topi się podczas spawania, a cząstki jej stopionego metalu są przenoszone przez łuk do szwu. Dlatego uchwyt elektrody musi być stopniowo przybliżany do części. Ale to nie koniec techniki spawania elektrodą. Końcówką trzeba też „wypisać” niektóre kształty - zygzaki, koła, choinki itp. Pozwalają poszerzyć szew i połączyć ze sobą dwie części. Najczęstsze ruchy elektrod pokazano na poniższym zdjęciu.
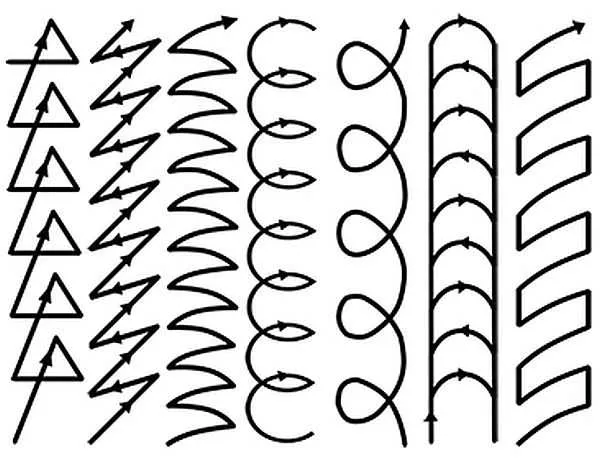
Oznacza to, że należy przesuwać elektrodę z boku na bok o szerokość spoiny wzdłuż jednej z tych trajektorii, jednocześnie monitorując stan jeziorka spawalniczego i opuszczać elektrodę w miarę jej wypalania, utrzymując odległość do stałej części . To trudne zadanie dla tych, którzy chcą nauczyć się spawać metal.Z inwerterem spawalniczym jest łatwiej - łuk jest stały i nie przeskakuje, ale na początku może się to nie udać.
Ten film w bardzo zwolnionym tempie pokazuje przenoszenie cząstek metalu z elektrody do jeziorka spawalniczego i sposób jego formowania.
Jak nauczyć się spawać metal inwerterem
Rozpocznij trening od zajarzenia łuku. Aby to zrobić, oprócz aparatu będziesz potrzebować metalu (grubość 5-6 mm) i elektrody, maski i legginsów (ciasnych skórzanych rękawiczek) spawacza, a także grubej odzieży i butów wykonanych z grubej skóry - do ochrony przed iskrami i kamieniem
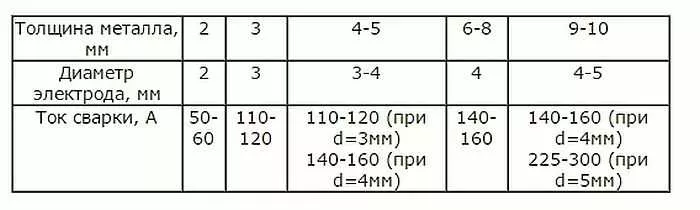
Rozpocznij od podłączenia przewodów spawalniczych. Następnie do uchwytu wkłada się wybraną elektrodę (na początek weź MP 3 o średnicy 3 mm - łatwo się zapalają i dobrze gotują). Po włączeniu zasilania należy ustawić prąd spawania (patrz tabela). Dla elektrody o średnicy 3 mm ustawia się prąd 90-120 A. Prąd podczas procesu spawania można regulować.Jeśli widzisz, że to nie wałek, tylko jakieś niespójne paski, zwiększ go. Jeśli wręcz przeciwnie, metal jest bardzo płynny i trudno jest przesunąć jeziorko spawalnicze, zmniejsz je. Ustawienia są bardzo zależne od urządzenia i wybranej elektrody. Więc spróbuj i zmień. Po ustawieniu prądu zakładają maskę spawacza (początkującym będzie łatwiej pracować w masce kameleona), można pracować.
Spawanie inwertorowe dla początkujących zaczyna się od nauki zajarzania łuku. Istnieją dwie metody: uderzyć część końcówką elektrody kilka razy lub uderzyć ją jak zapałką. Obie metody działają. Niezależnie od tego, co jest dla Ciebie wygodniejsze, użyj tego. Ale na przyszłość pamiętaj, że musisz uderzyć wzdłuż linii szwu - aby na produkcie nie było śladów. Aby stabilnie zajarzyć łuk, będziesz musiał trochę poćwiczyć i spalić kilka elektrod.
Kiedy łuk zapali się bez problemów, możesz przejść dalej - opanuj ruchy.Robią to, kładąc rolki na grubym metalu. Na metalowej płytce narysuj kredą linię, która zastąpi szew. Następnie zapalasz łuk. W miejscu, w którym spoczywał, metal topi się i pokrywa warstwą płynnego żużla. To miejsce nazywa się jeziorkiem spawalniczym. Tutaj będziesz musiał przesunąć go wzdłuż narysowanej linii. Zrób to jednym z ruchów pokazanych na powyższym obrazku.
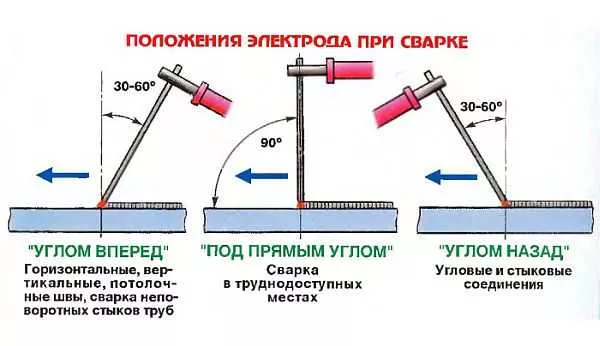
Aby kąpiel mogła się poruszać, elektroda musi być lekko pochylona, mniej więcej pod kątem 50-45°. Niektórzy ludzie mają więcej kątów, inni mniej. Ogólnie rzecz biorąc, przechylając elektrodę, zmieniasz wymiary (szerokość) jeziorka spawalniczego. Możesz eksperymentować: jest wiele różnych technik spawania i ważne jest tylko, aby szew był wysokiej jakości, a sposób, w jaki to osiągniesz, to Twoja sprawa, zwłaszcza że będziesz pracować dla siebie i dla siebie.
Istnieją dwie główne pozycje pracy elektrody: kąt do przodu i kąt do tyłu. Podczas spawania pod kątem do przodu dostajemy mniej ciepła, szew będzie szerszy. Ta technika jest stosowana podczas spawania cienkich metali. Grube spawane są z reguły pod kątem do tyłu.
Ale kąt nachylenia to nie wszystkie parametry, które trzeba będzie zachować. Jest też długość łuku. Jest to odległość od końcówki elektrody do powierzchni części. Średni łuk - 2-3 mm, krótki - 1 mm lub nawet tyłem do siebie, długi - 5 mm lub więcej - do separacji. Praktyka zaczyna się od pracy na średniej długości łuku. Trzymaj się metalu 2-3 mm. Wtedy szew okaże się gładszy i lepszy: jeśli szczelina jest zbyt duża, łuk zaczyna skakać, ogrzewanie metalu jest niewystarczające, szew okazuje się rozmazany, połączenie jest zawodne. Przy krótkim łuku pojawia się kolejny problem - szew jest zbyt wypukły ze względu na zbyt małą strefę grzewczą. To również nie jest dobre, ponieważ pozostają podcięcia - rowki wzdłuż szwu na części - zmniejszające wytrzymałość połączenia.

Po pewnym czasie ćwiczeń w układaniu rolek różnymi ruchami, gdy rolki są tej samej szerokości, płatki nawierzchni są mniej więcej tej samej wielkości, można spróbować zgrzewać szwy.O rodzajach szwów i połączeń oraz ich przygotowaniu możesz przeczytać tutaj lub obejrzeć kolejną lekcję „Spawanie dla manekinów”.
Podstawy spawania inwertorowego dla początkujących. Pozostała Ci tylko praktyka: do treningu musisz nosić więcej niż jedną elektrodę. Może nawet nie kilogram. Kiedy ręka sama wykona wszystkie ruchy, wszystko wyda ci się całkiem proste.
Aby utrwalić zdobytą wiedzę, najpierw spróbuj trochę poćwiczyć rękę bez elektrody, ćwicząc ruchy trzymając w dłoni ołówek. Również dobra opcja, może wyda ci się bardziej akceptowalna. W tym samouczku wideo na temat spawania inwerterem dla początkujących wszystko jest bardzo rozsądne, proste i dostępne. W razie niejasności proszę o sprawdzenie. Dowiedz się, jak gotować ze spawaniem inwerterowym. Dużo przydatnych rzeczy dla początkujących spawaczy.
I na koniec o niektórych cechach działania falowników spawalniczych.Bardzo boją się kurzu, zwłaszcza metalu. Dlatego wskazane jest, aby nie używać przy nich szlifierki i przeprowadzać regularne czyszczenie odkurzaczem w ich wnętrzu (po upływie okresu gwarancyjnego). Nie są zalecane do pracy w deszczu lub w wilgotnych miejscach. Dotyczy to zwłaszcza niedrogich modeli domowych. Chociaż mają ochronę przed porażeniem prądem elektrycznym, lepiej zachować ostrożność.
Wybierając elektrody zwróć uwagę na obszar ich zastosowania: muszą być przystosowane do prądu stałego. Podczas spawania z najwyższym prądem lub napięciem tryb pracy jest przerywany. Jest wskazany dla każdego urządzenia w paszporcie.